
Total Equipment Effectiveness Performance (TEEP)

Total Equipment Effectiveness Performance (TEEP): in this article you will find a practical explanation of the Total Equipment Effectiveness Performance (TEEP) method. After reading, you will understand the basics of this powerful industrial operations performance tool.
What is Total Equipment Effectiveness Performance?
Total Equipment Effectiveness Performance is a performance metric that is used by companies to measure the actual capacity of manufacturing operations. TEEP works on a full calendar availability basis, meaning that it accounts for 365 days a year, 7 days a week, 24 hours a day.
It takes into account both Equipment Losses (measured by OEE) and Scheduled Losses (measured by Utilisation), giving employers an idea of how much potential the factory has based on its current equipment.
TEEP is calculated by multiplying four factors: availability, performance, quality and utilisation.

Yield x Quality x Availability (where Availability = Actual Production Time / All time)
Total Effective Equipment Effectiveness and Overall Equipment Effectiveness
One cannot talk about TEEP without mentioning OEE, so we will explain the differences between the two and their importance.
- OEE measures the % of planned production time that is truly productive.
- TEEP measures the % of all available time that is truly productive.
Both are based on availability, performance and quality, so we will break each of them down.
Availability
This is the percentage of scheduled equipment operation time. In this case, TEEP does not have an hourly schedule, but consists of continuous activities all the time, 24 hours a day in non-stop activities, not even for machine maintenance.
Throughput
The speed at which equipment operations run. This speed can be designed by the operators according to the percentage that is needed to be really productive with the processes and deliveries of the final product.
Quality
The good units that have been produced. With the quality metric portion of OEE, good units are usually a percentage of total units started.
Equipment utilisation
This variable gives the percentage of calendar time used for production.
The main and most important difference is that OEE measures only the percentage of planned calendar production time that is actually productive. However, if you want to enlarge your company TEEP is the most recommended option to know more comprehensively and to know what your equipment can produce in total.
You should also keep in mind that the Total Effective Equipment Effectiveness Performance (TEEP) could benefit you in saving costs on the purchase of new equipment because by calculating the total performance of your equipment it is possible to opt for this method and be able to have a high performance in the operational processes. This is a faster and less expensive alternative for your company.
Practical example of Total Equipment Effectiveness Performance (TEEP)
This is an example of the TEEP calculation, based on a manufacturing operation with an OEE score of 95%, operating 24 hours per day, 27 days per month.
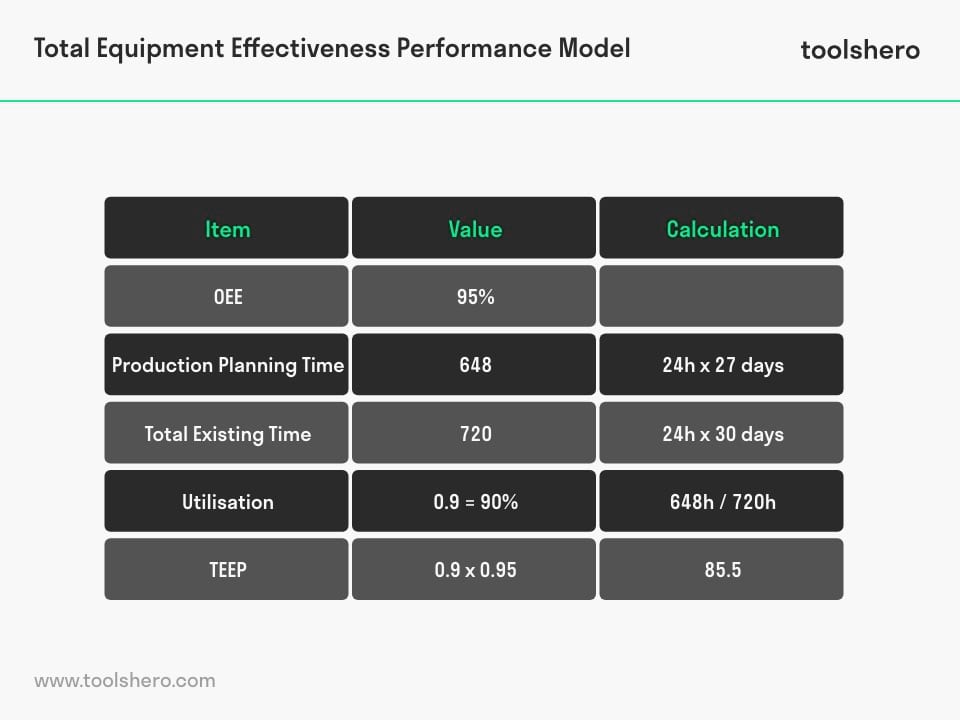
OEE 95%: how to calculate it
- Planned production time: 24 hours x 27 days= 648 is working time.
- Available time: 24×30= 720
- Utilisation of 0.9 = 90% – 648/720 = 0.9 which is utilisation
- TEEP of 0.9 x 0.95 = 85.5 %
Why is Total Equipment Effectiveness Performance (TEEP) important?
Industrial processes lead to the use of metrics in order to raise production competencies and quality standards. TEEP is a tool doing just that. It helps with forecasting, planning and schedule production accurately to be on time with customers.
By understanding this calculation measure, it is then possible to drill down into the categories: loss, speed, operational and planned quality, using the reliability tool that best suits your needs.
If you want to implement TEEP with OEE, or you are already doing it in your company, 24/7, then the numbers for both metrics will be identical.
But if you decide to shut down the equipment for a few minutes to do some mechanical checks or cleaning, then the time of loss would be in the planned loss category. The key factor and its importance is to understand the reliability of your assets in the enterprise.
In order to understand what the loss category entails, you must prioritise meeting with those involved in the operation of the equipment. Such as operations managers, maintenance and quality personnel, among others.
Total Equipment Effectiveness Performance (TEEP) and its hidden facet
Total Equipment Effectiveness Performance (TEEP), as mentioned earlier, indicates the capacity of your equipment performance over time. However, with TEEP, the company can unlock that hidden side of it by showing the potential it has but which is invisible to human eyes in the beginning.
It can also help with sales planning, because it takes into account the total capacity of the factory. It is necessary to know that it is very challenging to reach 100% utilisation of the total capacity. This is even not achieved at international companies. Therefore, if a company operates 24 hours a day, it can achieve 80% to 90% capacity utilisation.
Manufacturing capacity and utilisation
- Capacity is then the amount that can be produced for the time required, in this case with TEEP it is 24 hours a day.
- Utilisation is the time that is spent on the manufacturing equipment. Utilisation is important as it is percentage based.
Losses
There are several forms of losses which are common in large production companies. We will discuss the most common ones so that you can be prepared and even know how to deal with the situation.
- Partial units, e.g. 500 units of potential production were lost, this can happen because of manufacturing errors or because of a machine failure.
- Time units, e.g. 1 hour of production was lost, this can be caused by mechanical failures or even human error, such as the operator being late for work.
- Percentage units, e.g. 15% of the planned production time was lost, this can also be due to equipment failure or maintenance.
Taking into account these three forms of losses depends then on the sales, the units of parts in production, the labour/utilisation which is equal to time and the production output which is the percentage units.
How to solve or avoid losses?
It is important to have contingency plans in case any of these situations arise. What every company needs is to achieve the fulfilment of sales and deliveries with its final customer, at any moment.
This is why a contingency plan can be useful to avoid losses is to have a simultaneous team that is also working at the same time in case the main team has to stop for maintenance or another situation.
Also, staffing is essential to be able to avoid losses or to report them and to be able to improve. OEE and TEEP reports should be reported at the end of each shift. Gathering information is paramount in order to increase the improvement of the company’s processes. After analysing the data and understanding it, you will decide what to do next or continue with what you have been doing.
Differences between TEEP, OEE and OOE
The difference between Overall Equipment Effectiveness (OEE), Overall Operations Effectiveness (OOE) and Total Equipment Effective Performance (TEEP) is the maximum time used in each calculation. The maximum time available for a machine to operate. All three take into account availability, throughput and quality.
OEE: considers the maximum potential production time, without calculating unscheduled time. OEE only considers the scheduled time.
Throughput x Quality x Availability (where Availability = Actual Production Time / Scheduled Time)
OOE: takes into account the unscheduled time, considering the total operation time as maximum.
Throughput x Quality x Availability (where Availability = Actual Production Time / Uptime)
TEEP: considers the maximum time to be all available time (24 hours, 365 days a year).
Performance x Quality x Availability (where Availability = Actual production time / All time).
Conclusion
Total Equipment Effectiveness Performance (TEEP) looks at the total productivity of your equipment to grow in performance and profit if you want to and if your company is at the point where you need that growth. It is also important to note that OEE and TEEP can work together to arrive at more specific calculations.
Today’s industrial companies are moving steadily forward to streamline processes to lower costs and save or spend the remaining money in other areas of the company.
Before investing in the purchase of new equipment consider your OEE, if this still doesn’t satisfy you then move on to TEEP to see how much performance your machines can achieve by extending the capacity you need.

Now it’s your turn
What do you think? Have you used the Total Effective Equipment Effectiveness tool? If so, tell us about your experience, please? Do you agree that OEE complements TEEP in its calculation? Do you think it is necessary to put TEEP in a factory that wants to scale up its processes?
Share your experience and knowledge in the comments box below.
More information
- Kwon, O. (2005). New methodology for measuring equipment performance and managerial effect in TPM. Doctoral dissertation, Korea University.
- Almeanazel, O. T. R. (2010). Total productive maintenance review and overall equipment effectiveness measurement. Jordan Journal of Mechanical and Industrial Engineering, 4(4)..
- Muchiri, P. N., Pintelon, L., Martin, H., & Chemweno, P. (2014). Modelling maintenance effects on manufacturing equipment performance: results from simulation analysis. International Journal of Production Research, 52(11), 3287-3302.
How to cite this article:
Ospina Avendano, D. (2021). Total Equipment Effectiveness Performance (TEEP). Retrieved [insert date] from Toolshero: https://www.toolshero.com/quality-management/total-equipment-effectiveness-performance/
Published on: 07/22/2021 | Last update: 08/16/2022
Add a link to this page on your website:
<a href=”https://www.toolshero.com/quality-management/total-equipment-effectiveness-performance/”>Toolshero: Total Equipment Effectiveness Performance (TEEP)</a>
Related ARTICLES

DMADV Process: the Basics and Steps
Charles Kepner biography and books

Eight Dimensions of Quality by David Garvin

Agile Crystal Method explained









