
Overall Equipment Efficiency (OEE)

Overall Equipment Efficiency: this article explains the concept of Overall Equipment Efficiency (OEE), an indicator that measures the efficiency of industrial machines. After reading it, you will understand the basic concepts of this tool that is of great importance for productivity in the industrial sector. The article contains the definition of this method, as well as example calcuations and a practical example. Enjoy reading!
What is Overall Equipment Efficiency (OEE)?
Overall Equipment Efficiency (OEE) is a tool that offers the measurement of the percentage effectiveness of industrial machinery. This indicator was proposed by Seiichi Nakajima (1988), with the aim of measuring equipment productivity and reducing losses.
Companies need to be able to quantify the productivity of processes in the most agile and precise way. For this reason, OEE is the most appropriate calculation tool based on percentages. The Overall Equipment Efficiency (OEE) is adapted from the Total Productive Maintenance (TPM) reference which is focused on production improvements.

The added value of OEE, is that it is the only indicator that measures, by percentage, all the important parameters of industrial production: availability, performance and quality.
With these identified parameters, the productivity results that the company needs in the manufacturing or manufacturing processes can be improved.
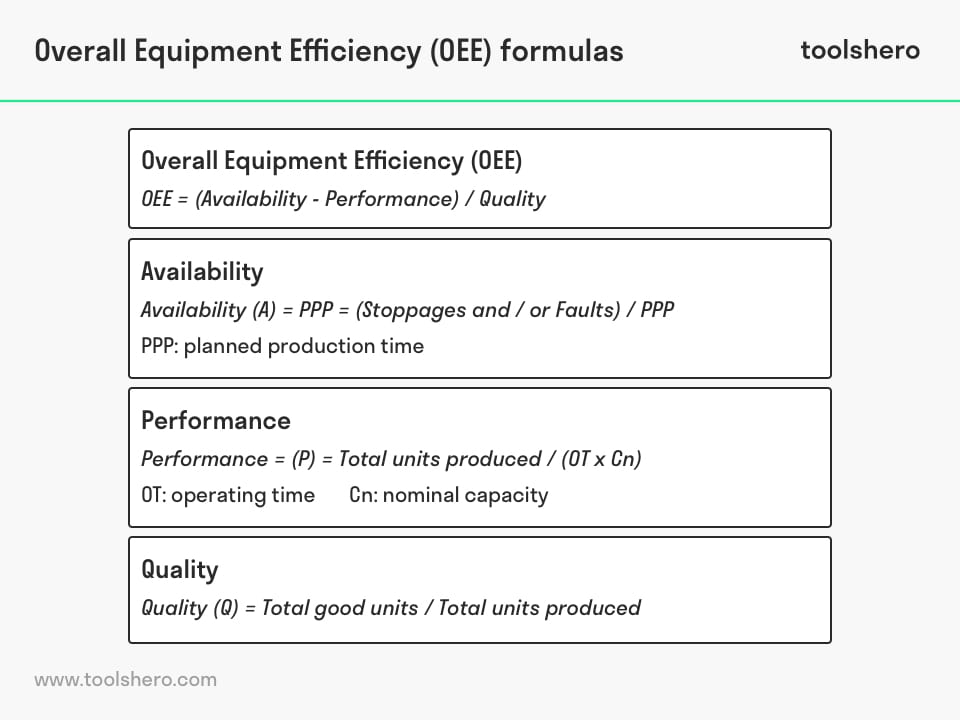
Figure 1 – Overall Equipment Efficiency formulae
Availability
In this parameter, the proportion of time the machine was actually producing is measured according to the planned production time. This means that it measures productive time.
Performance
Shows the performance of the machine in the time it was operating. Performance decreases may be due to stops or speed.
Quality
Units produced in total production, whether they are good or bad products. OEE only takes into account the good units produced the first time, not the second ones, because they are considered bad units. Quality is dividing the good parts produced by the total parts produced, including processed and discarded parts.
Both availability, performance and quality are values between 0 and 1, therefore, OEE is also in the range [0; 1] but it is expressed as a percentage. The value obtained from OEE has a meaning and reflects a qualifier for machinery, which allows qualifying one or more production lines or an entire plant. In general, this indicator is classified into five ranges.
OEE classification
The value of the OEE allows classifying the analysed equipment, with respect to the best in its class and that have already reached the level of excellence.
The OEE must be measured at the restriction or bottleneck.
- OEE < 65%. Unacceptable. There are significant economic losses. Very low competitiveness.
- 65% < OEE < 75%. Regular. Acceptable only if it is being improved. Economic losses. Low competitiveness.
- 75% < OEE < 85%. Acceptable. Continue improvement to exceed 85% and advance towards World Class. Slight economic losses. Slightly low competitiveness.
- 85% < OEE < 95%. Good. Enter World Class Values. Good competitiveness.
- OEE > 95%. Excellence. World Class Values. Excellent competitiveness.
With the above parameters, the Overall Equipment Efficiency (OEE) is the most appropriate metric available to optimize manufacturing processes and that is related to the costs of operations. OEE informs the bottlenecks of the process and also provides what decisions must be made in the financial area and the performance of the machinery operations and the quality that is needed.
The OEE considers 6 big losses:
- Stops / Faults
- Configuration and Settings
- Small Stops
- Speed reduction
- Rejections for Start-up
- Production Rejections
The first two, stops / faults and adjustments affect availability. The next two small stops and speed reduction affect performance and the last two start-up rejects and production rejects affect quality.
Loss of availability
Equipment failure occurs when equipment is not working at the time it is needed. This could be due to machine errors, production stoppages, tool failures and others.
Configuration and adjustments: production downtime due to changes, adjustments of machines, tools, planned maintenance, inspections among others.
Performance loss
Minor downtime and shutdowns: these small shutdowns are for short intervals and can be due to flow obstruction, incorrect settings etc. These problems are solved in most cases by the operator.
Reduced speed: called slow cycles, it is when the speed is reduced to the ideal that was planned for the ideal cycle (fastest possible time for better productivity and efficiency). Machines or equipment to which the maintenance attention that is needed periodically is not given, will lead to a reduction in speed, among other factors.
Quality loss
Process defects: this means a part that is wrong, incorrect machine configurations and even operator errors (human errors) are common errors in the quality process.
Produced performance: as well as defects that can be found in the process of incorrect settings or problems with the machine.
Advantages of using Overall Equipment Efficiency (OEE)
Help to be more competitive
Reduce production losses and be more competitive. The OEE tells us if there are faults and the reasons.
Maximize the performance of the machines
The increase of the machines increases rapidly, the processes and the increase of the products.
Increase the quality of processes
Reduce the number of defective products and improve quality. With the Overall Equipment Efficiency (OEE) you can identify the source of the quality decline to minimize bad products.
Improve measurement and decision making
It is important to know if a product is efficient or inefficient. The OEE quantifies the efficiency of production processes. With this, decisions can be made that will benefit the company with the production flow and continuous improvement in the plant.
Make work easier
Based on the information provided by the Overall Equipment Efficiency, the production leader and plant employees will know how to proceed in the production processes with the flow that is needed. In addition, everything will be more automated in reports and alerts.
Reduces machine operating costs
An OEE system is capable of anticipating these events (analysing unexpected stops, reduced speeds) is a great saving both in preventive maintenance of machinery, as in the high costs linked to the failure of the machine itself.
Overall Equipment Efficiency (OEE) Formula example
In the following example you will find the formula in an easy way:
Availability
A normal shift at a tire plant takes 480 minutes, machine operators take 3 breaks during their shift for a total of 60 minutes and make two changes during the shift for a total of 60 minutes of inactivity for a total of 180 minutes of wasted time. To calculate the availability part of the equation part we take:
Availability = 480 minutes-180 minutes = 300 minutes
Availability percentage: = ((300 minutes) / (480 minutes)) × 100
Performance
To calculate the performance part of the equation, it is assumed that the tire plant produces 60 tires per minute. Taking into account the availability factor (300 minutes), the plant is capable of producing 18,000 tires.
Let’s say that the machines run slower at 1.5 seconds of the cycle time so the maximum speed is reduced by 2 thirds. This reduces the actual performance to 12,000 tires.
To calculate the performance part of the equation we take (2/3) × (100) = 66.7% performance
Quality
To calculate the quality part of the equation, it is said that of the 12,000 tires 3,000 do not meet the quality standards so the quality rate of the tires is 75% based on the equation ((12000-3000) / 12000) × 100 = 75%
Then, to calculate the general effectiveness of the equipment (OEE) the factor of availability X performance X quality would be multiplied.
As an example:
OEE = 62.5% × 66.7% × 75% = 31.25%
This means that technically 28,800 tires could be produced, but in the end only 9,000 tires are authorized for sale.
Tips and questions arising from the OEE system
The Overall Equipment Efficiency (OEE) may show if it is necessary to increase the performance of the production processes in the plant. With this, if your company has high demand for its products, but there are technical failures or they are not complying with the necessary speed, the OEE will give the exact percentage report.
OEE as a quality implementation, customer satisfaction is one of the most important points to achieve business success. The quality efficiency of your products may vary according to the operation of the machinery. Equipment may need maintenance and performance reports.
OEE is important for many types of organizations. With the implementation of this system in plant equipment, your employees will be aware of the entire process and its efficiency in the final result in real time.
Can shift changes or rest, maintenance, or lunch stops affect the OEE score?
These are part of the losses (settings and configuration) and must be in the OEE. Preventive maintenance and lunches / breaks may also affect the OEE score because they take up time that could be used for production. Exceptions to this include preventive maintenance that is performed during a shutdown that is already planned and if your equipment can produce parts regardless of whether the operator is on break.
Should the target be 85% (good competitiveness)?
If you are new to using Overall Equipment Efficiency (OEE), do not push yourself to be in the desired average at the start as this occurs gradually over a period of 6 months. So if you start with a percentage lower than 50% it is not to be alarmed, over time the OEE will optimize the improvement of the production processes in your organization. (9000/28800) × 100
Differences between OEE, OOE and TEEP
The difference between Overall Equipment Effectiveness (OEE), Overall Operations Effectiveness (OOE) and Total Effective Equipment Performance (TEEP) is the maximum time used in each calculation. The maximum time available for a machine to run. All three take into account availability, performance, and quality.
Overall Equipment Effectiveness (OEE) considers the potential production time as a maximum, without calculating the unscheduled time. OEE only considers the scheduled time.
Performance x Quality x Availability (where Availability = Actual Production Time / Scheduled Time)
Overall Operations Effectiveness (OOE) takes into account the unscheduled time, considering the total operation time as a maximum.
Performance x Quality x Availability (where availability = actual production time / uptime)
Total Effective Equipment Performance (TEEP) considers that the maximum time is all the time available (24 hours, 365 days a year).
Performance x Quality x Availability (where Availability = Actual Production Time / All Time).
This is how OOE measures availability from the beginning of a shift until the moment it ends, since waiting periods or changes are found in times. OOE is used as a manufacturing metric.

Now it is your turn
What do you think? Is this equipment measurement indicator vital for the correct operation of an entire production plant? Do you use Overall Equipment Efficiency (OEE) in your company? if so, how has it worked for you? Do you have anything else to add?
Share your experience and knowledge in the comments box below.
More information
- Muchiri, P., & Pintelon, L. (2008). Performance measurement using overall equipment effectiveness (OEE): literature review and practical application discussion. International journal of production research, 46(13), 3517-3535.
- Bamber, C. J., Castka, P., Sharp, J. M., & Motara, Y. (2003). Cross‐functional team working for overall equipment effectiveness (OEE). Journal of Quality in Maintenance Engineering.
- Garza‐Reyes, J. A., Eldridge, S., Barber, K. D., & Soriano‐Meier, H. (2010). Overall equipment effectiveness (OEE) and process capability (PC) measures. International Journal of Quality & Reliability Management.
- Dal, B., Tugwell, P., & Greatbanks, R. (2000). Overall equipment effectiveness as a measure of operational improvement–a practical analysis. International Journal of Operations & Production Management.
How to cite this article:
Ospina Avendano, D. (2020). Overall Equipment Efficiency (OEE). Retrieved [insert date] from Toolshero: https://www.toolshero.com/quality-management/overall-equipment-efficiency/
Published on: 10/02/2020 | Last update: 11/07/2023
Add a link to this page on your website:
<a href=”https://www.toolshero.com/quality-management/overall-equipment-efficiency/”>Toolshero: Overall Equipment Efficiency (OEE)</a>







